


























Shoes Printing White Paper
May 25, 2023 11:46:41
Introducing the world's first 3D shoes printing report:
a quick guide to shoes printing.
Let you experience the industry-leading printing fun without any threshold"

Application of Consumer-grade FFF Flexible Filament
Consumer-grade FFF (Fused Filament Fabrication) 3D printers have gradually become a popular production tool as 3D printing technology continues to advance. The flexible filament is a kind of common printing material that can be used to produce various flexible parts such as seals, pipes, and robotic arms due to its elasticity and good extrudability. This article aims to review the current and future applications of flexible filament for consumer-grade FFF 3D printers, with guidance on how to use it to print more effectively.
In terms of application, the flexible filament for consumer-grade FFF 3D printers is primarily used to produce flexible parts and parts with complex shapes. For instance, TPE materials can be employed in the production of elastic seals and flexible hoses, and TPU materials can be used to produce components that demand both flexibility and toughness, such as wheels and robotic arms. Flexible filament can also be combined with other materials, such as hard ABS or PLA, to produce flexible composite components.
However, there are also some challenges in the application of flexible filament for consumer-grade FFF 3D printers. Firstly, the extrusion of flexible needs more precise control as it requires higher extrusion force and lower material viscosity. In addition, due to the high stretchability and elasticity of flexible filament, there may be a problem of weak interlayer bonding. Therefore, it is necessary to pay special attention to adjusting printing parameters and designing support structures to ensure print quality.
Generally speaking, the flexible filament for FFF 3D printers has reached a certain level of maturity in its application and can be used to produce various flexible parts and complex-shaped components. This has led to their increasing popularity in home, office, and industrial fields. As technology advances, we believe that the use of flexible filament will become more popular, bringing people more incredible inspiration and boundless potential.
2.Introduction to Flexible Printing Materials
2.1.Types of Materials
2.1.1.Classification Based on Whether the Elastomer Can Be Plasticized
1)Thermoset elastomer, which is commonly known as rubber in traditional sense.
2)Thermoplastic elastomer (TPE), which can be divided into various types based on the material
formulation, including thermoplastic polyurethane (TPU), thermoplastic copolyester (TPC),
thermoplastic polyamide (TPA), thermoplastic rubber (TPR), thermoplastic olefin elastomer (TPO, TPV)
and diene-based (TPB, TPI) types.
Currently, the flexible materials applicable for Fused deposition modeling 3D printing mainly include TPE, TPU, TPC, TPA, TPR
2.1.2.Classification Based on the Filament Diameter
Currently, the filament diameter for materials with a hardness of 80A or higher is mainly 1.75 mm, while for materials with a hardness below 80A, the filament diameter is 2.85 mm
2.2.Material Characteristics and Application
2.2.1.Thermoplastic Rubber (TPR)
Thermoplastic rubber (TPR) is a modified thermoplastic elastomer with SBS as the base material. It has a reflective surface and high glossiness, and has the feel and resilience of rubber.
1)Physical properties
·Density 0.9 - 1.25 g/cm3
·Shore Hardness 0A - 100A
·Low moisture absorption
2)Mechanical properties
·Excellent resilience, slip resistance and shock absorption performance, high impact strength
·TPR material offers superior softness and comfort compared to rubber, but its tensile strength, fatigue resistance, and mechanical properties are inferior to vulcanized rubber. TPR filament can be pulled apart under large external forces.
3)Durability
·Moderate weather and aging resistance; temperature resistance of 70 - 75℃. Good chemical stability
4)Processing properties
·Moderate recyclability
·Weak interlayer adhesion during 3D printing

TPR is a commonly used flexible filament and has gradually become one of the main choices for the users of consumer-grade FFF 3D printers. TPR is a resilient and durable plastic that performs similarly to rubber, making it a suitable alternative material in many applications. Here are several application scenarios of TPR:
1. Toys and models
TPR's flexibility and plasticity make it an ideal material for manufacturing toys and models. It can easily form complex structures and shapes, and is tough enough to withstand rough use by children. Many consumer-grade 3D printer manufacturers recommend using TPR for the production of toys and models.
2. Home, office and household uses
TPR's durability and elasticity also make it an ideal material for making a variety of household, office, and home items. For example, TPR can be used to make 3D print items such as flowerpots, pencil cases, phone stands, keychains. Because of TPR's good slip resistance, it can also be used to produce various grips and handles.
3. Medical devices
TPR's flexibility and slip-resistant properties also make it an ideal material for manufacturing medical devices such as handles, pads. Because TPR is a very safe material, it can be used in applications that require contact with the human body.
4. Custom insoles
Many athletes require custom insoles to improve their comfort and performance. TPR can be used to create personalized insoles that are customized based on the gait and foot shape, providing better shock absorption and support. In this regard, TPR can even compete with traditional insoles.
In short, TPR is widely applied in diverse fields, and utilizing TPR in consumer-grade FFF 3D printers is an affordable and effective way to enhance design flexibility and widen the range of producible items.
2.2.2.Thermoplastic Elastomer (TPE)
1)Physical properties
·Density: 0.92 - 0.98 g/cm3
·Shore Hardness: 0A - 100A
·Moisture absorption: low
2)Mechanical properties
·High flexibility and elasticity, with excellent shock absorption and high impact strength
·Good fatigue resistance, tear resistance and excellent wear resistance
3)Durability
·Chemical stability, aging resistance, UV resistance, hydrolysis resistance, and other properties are better than TPR
·Temperature resistance: service range of -30°C to +140°C
4)Processing properties
·Superior processing performance, no need for vulcanization, and recyclable
·Available for secondary injection molding or separate molding
·During 3D printing, it has low interlayer adhesion and weak adhesion with the bottom layer, and is easy to warp.
In the field of consumer goods, TPE is commonly used to manufacture non-slip pads, non-slip shower mats, and phone cases. In the industrial field, TPE can be used to make dampers, stabilizers, seals, linings, gaskets, etc., and some parts that need to withstand high temperatures can also be made with TPE. In addition, in the food and medical field, TPE is an FDA-approved food-grade material, and is commonly used to manufacture drinking water bottles, sippy cups, nozzles for baby feeding products, alternatives to latex or silicone in medical devices and prosthetics, etc.

2.2.3.Thermoplastic Polyurethane (TPU)
1)Physical properties
Density 1.1 - 1.25 g/cm3; Shore Hardness 60A - 55D It has slight moisture absorption and is easy to absorb water from the air.
2)Mechanical properties
·Good elasticity and flexibility, with an elastic range of 600% to 700%
·Good resistance to impact with wonderful shock absorption effect
·High tensile strength; it is hard to break TPU filament under large external forces.
3)Durability
·Good corrosion resistance to many common industrial oils and chemicals; excellent wear resistance
4)Processing properties
·With superior processing performance, it can be processed together with some polymeric materials to obtain a polymer alloy with complementary properties.
·During 3D printing, TPU has strong interlayer adhesion ability, but it is relatively difficult to remove the supports, compared to TPR.
In the consumer goods field, TPU is commonly used to make phone cases, electronic product casings, watch straps, etc. In the automotive industry, TPU is used for dashboards, interior parts, intake hoses, side trims, and seat parts, etc. In the industrial field, TPU is used to produce seals and gaskets, sealing profiles for pipes, tubes, belts and hoses, conveyor belts, etc. In the medical field, TPU is used to produce artificial limbs and orthoses.
In the footwear and sports equipment field, TPU is used to make shoe soles, uppers, insoles, sports equipment, and sports devices.
2.2.4.Thermoplastic Copolyester (TPC)
1)Physical properties
·Density 1.15 - 1.4g/cm3
·Shore Hardness 32D - 80D
·Low moisture absorption
2)Mechanical properties
·High strength, good flexibility
·Low fracture elongation, poor elasticity, elasticity range of 350% to 530%
3)Durability
·High temperature resistance
·Good chemical resistance
·High intensity and excellent UV resistance
4)Processing properties
·Moderate recyclability
·Strong interlayer adhesion during 3D printing
TPC materials are commonly used in hoses and ducts, flexible casings and covers, seals, gaskets, shock absorbers, spring beds, foot pads, footwear, safety equipment, wearable devices, and medical equipment.
2.2.5.Thermoplastic Copolyester (TPA)
1)Physical properties
·Density 1.0 - 1.14g/cm3
·Shore Hardness 63A - 75A
·It has excellent moisture absorption and is easy to absorb water from the air.
2)Mechanical properties
·With high strength, it is able to withstand large impact and high tensile forces without breaking.
·Poor elasticity, with an elasticity range of 370% to 497%.
3)Durability
·Good heat resistance
4)Processing properties
·Good interlayer adhesion is achieved during 3D printing, but the printed parts are prone to warping.
TPA is commonly used in manufacturing of winter sports equipment, especially ski equipment and golf balls. It is also used in the manufacturing of medical products such as catheters.
3.Research on Slicing Parameters for Flexible Filaments (Yuan Ming)
3.1.Machine Setup
The success of printing relies on the setup of the machine, which mainly involves machine selection, filaments and setting of the nozzle diameter.
Due to the soft nature of flexible filament, bowden extruders have higher extrusion resistance and the risk of clogging is greater. Therefore, it is advisable to use direct extruders whenever feasible. When selecting a machine, choose the one with a direct extruder, such as Ender3 S1 equipped with a direct-drive sprite extruder.
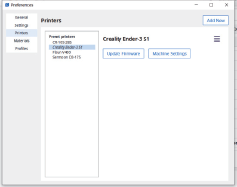
1) Add an Ender3 S1 device in the preferences settings interface.
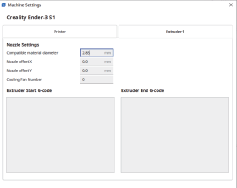
2) In the printer settings interface, select the extruder button and change the filament from 1.75 mm to 2.85 mm.
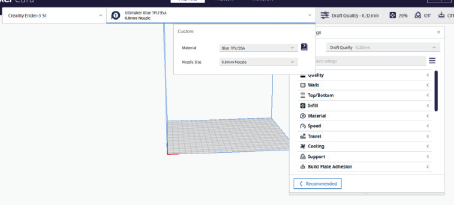
3) In the material selection box in main interface, change the material to TPU and the nozzle diameter to 0.8mm.
3.2.Temperature
Temperature includes extruder temperature and printing platform temperature.
When an Fused deposition modeling printer operates, the material is fed into the nozzle through the extruder and undergoes a heat transfer process from solid to liquid in the melt chamber. The extruder temperature affects the adhesion and fluidity of the printing material, which in turn affects the printing accuracy and continuity of the printing process, ultimately affecting the quality of the 3D printed product.Therefore, selecting the appropriate extruder temperature is crucial. The temperature of printing platform determines whether the printed object can stick to the printing platform. If the temperature is too low or too high, it won't stick.A temperature tower model can be used to test the optimal temperature.
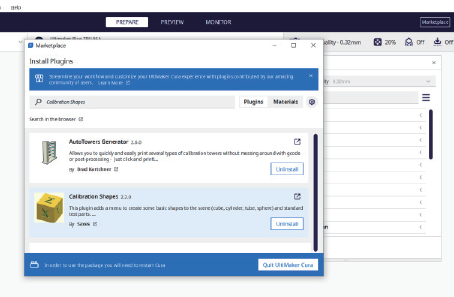
1) Search for and download the "Calibration Shapes" plugin in the App market.
2) Import the TPU temperature tower model into the Cura software, with a temperature range of 195 - 230℃.
3) Click on "Extensions" in the menu bar, then click on "Post Processing" in the dropdown menu, and then click on "Modify G-Code" to open the "Post Processing Plugin" interface. Then, add a "TempFanTower" script.
4) Set the parameters in the post-processing script and slice the model.
5) Print the temperature tower model.
3.3.Speed
Printing speed is the speed at which the extruder moves during printing, which affects the printing time and surface quality of the printed object, and even affects the success or failure of the print. If the speed is too low, the printing time will be prolonged. If the speed is too fast, the surface quality of the printed object will be poor, and it may even cause under-extrusion and printing failure. It is important to test a suitable printing speed through a speed tower model.
1) Import the TPU speed tower model into the Cura software, with a speed range of 20 - 90mm/s.
2) Click on "Extensions" in the menu bar, then click on "Post Processing" in the dropdown menu, and then click on "Modify G-Code" to open the "Post Processing Plugin" interface. Then, add a "SpeedTower" script.
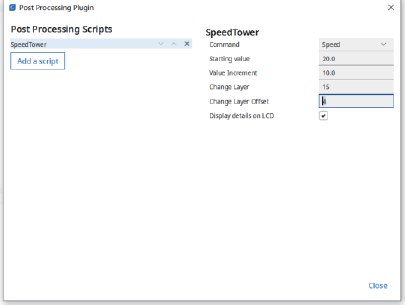
3) Set the parameters in the post-processing script and slice the model.
4) Print the speed tower model.
3.4.Lattice (Infill Pattern)
3.4.1.Introduction to Infill Pattern
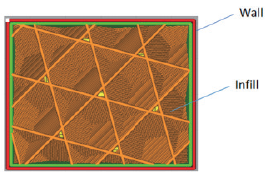
The working principle of an Fused deposition modeling 3D printer is to build solid 3D parts by stacking each sliced section layer by layer, which is formed by points to lines and lines to planes. Most 3D printed parts are not completely solid. Inside a printed object, the material path and space create a pattern, which we call the infill pattern. Therefore, the cross-section of a printed Fused deposition modeling 3D part can be considered as consisting of two parts: the shell and infill, with the shell further divided into outer and inner walls.
The Cura slicing software provides 14 default infill patterns, including grid, line, triangle, hexagon, cube, cuboid, octagon, tetrahedron, concentric, zigzag, cross, cross 3D, spiral twenty-four-sided polyhedron and lightning, providing users with great flexibility. According to their uses, the infill patterns can be divided into four categories.
1) Fast 2D infill: Consistent pattern on each layer, featuring fast printing speed and low strength. The infill patterns include straight lines and zigzags.
2) High strength 2D infill: Consistent pattern on each layer, featuring longer printing time and high strength. The infill patterns include grids, triangles, and hexagons.
3) High strength 3D infill: Pattern passes through X, Y, and Z axes, providing high strength in various directions in a 3D space. The infill patterns include cubes, octagons, tetrahedrons, and spiral twenty-four-sided polyhedrons.
4) Flexible infill: Pattern passes through X, Y, and Z axes; it intentionally reduces strength to increase flexibility. Examples include concentric, cross, cross 3D, and lightning patterns.
3.4.2.The Impact of Infill Patterns on 3D Printing Models
The infill pattern in 3D printing refers to the internal filling method used to increase the stability and strength of the model. Infll pattern forms the internal structure of a 3D printed part. Different patterns can be used to achieve different goals. The infll patterns affect not only the strength but also the flexibility, printing time, and weight of 3D printed parts.
3.4.3.Selection of Infill Patterns for Printing with Flexible Filaments
If only appearance is considered, infll patterns without crossing should be chosen to maintain the flexibility of parts printed with flexible materials. In this regard, concentric, cross, and cross 3D patterns are suitable.
When considering strength, patterns with fewer cross points should be selected if possible, such as grid, cube, and spiral twenty-four-sided polyhedron.
4.Selection of Extruder
4.1.Characteristics of Fexible Extruder
A flexible extruder is a type of 3D printer specifcally designed for printing with flexible materials. It is similar to traditional Fused deposition modeling 3D printers, but employs a different extruder and hot-end design.
flexible extruders are typically classifed into 1.75 mm and 2.85 mm extruders based on the diameter of the printing material.
1.75 mm direct extruder
The 1.75 mm direct extruders are currently the most widely used direct extruders, which are applicable for the flament with a diameter of 1.75mm. Like Creality's sprite extruder, which is compatible with various 1.75 mm flaments, including flexible flaments such as TPU and TPR. The diffculty of extrusion increases with the softness of flexible flaments, resulting in higher failure rates. The sprite extruder installed on the Ender-3 S1 equipment can stably extrude TPU95A and TPU85A. Smooth printing of the softer TPU80A flament requires the use of a nozzle with internal PTfE lining in the extruder to lower the friction of the inner wall.
2.85 mm direct extruder
The minimum hardness attainable with φ1.75 mm flexible flament is currently 80A, with no possibility of producing at a lower level of hardness. filaments with a diameter of 2.85 mm can produce flaments with a hardness of 65A, so a 2.85 mm direct extruder is needed to accommodate the flaments with a diameter of 2.85 mm. Complete shoe manufacturers nowadays opt for 2.85 mm direct extruders in conjunction with 0.6 mm or 0.8 mm nozzles for faster flament output and more supple printing materials.
4.2.Introduction to the 2.85mm Fexible Sprite Extruder
4.2.1.1.Characteristics of the Extruder:
1.Based on the sprite extruder, it uses most of the parts for sprite extruder and has the same installation size, allowing for quick switching to machines equipped with sprite extruders.
2.It has excellent performance in printing flexible flaments and can print TPR65A, which is the flament with the lowest hardness.
3.It offers stable printing quality and high success rate. Since printing a shoe usually takes a longer time, stability in printing is crucial.
4.The clearance between the flament pipelines is extremely small, allowing for joining the end of the old flament with the beginning of the new flament and feeding the new flament into the extruder gear by hand, enabling material replacement at any time.

4.2.1.2.Technology Used:
1.An arc-shaped extruder gear tailored for 2.85 mm flexible flament maintains optimal extrusion force while the flament is being deformed during the extrusion process. Excessive extrusion force can cause the flament to bend and accumulate in the axial direction, leading to poor or no material output from the nozzle. Insuffcient extrusion force can result in incomplete material output and the formation of empty layers during printing.
2.Using a high-temperature heat break with a smooth inner wall ensures long-term printing stability. In addition, the inner diameter of the heat break is slightly larger than the diameter of the flament to avoid positive pressure formation on the inner wall due to thermal expansion, which can cause excessive friction between feeding and discharging.
3.The distance from the nozzle to the extruder gear needs to be as short as possible. Currently, the sprite extruder has the shortest distance from the nozzle to the extrusion gear among all extruders, minimizing the weak point of axial forces on flexible flament with maximum effciency.
4.2.1.3.Compatible Printers:
1.All Ender-3 series machines, including Ender-3, Ender-3 V2, Ender-3 S1, Ender-3 S1 Pro.
2.All CR-10 series machines, including CR-10 Smart, CR-10 Smart Pro, CR-10S Pro.
5.Case Study on the Application of Flexible Filaments - Shoes
5.1.Selection of Printers
Based on the previous chapters, our company will provide a tailor-made extruder as an accessory for printing with flexible flaments, which can be retroftted according to the user's existing machine. The provided extruder is modifed based on the sprite extruder, and the electrical system and materials are interchangeable. Based on this, the following factors should be considered when selecting a machine:
1)firstly, choose a machine with stable performance, strong transformability, and with many retroftting tutorials, such as Ender3, and Ender3V2.
Secondly, consider the models that are equipped with the sprite extruder and retrofttable by replacing the sprite extruder and changing relevant parameters of the extruder, and are easy for parts replacement, such as Ender3 S1/S1 Pro, CR-10 Smart Pro.

5.2.Selection of Material
When using the Fused deposition modeling process to print shoes, material selection should consider such factors as wear resistance, elasticity, impact resistance, and lightweight.
5.2.1.Selection of Material Type
Based on the analysis of material properties and applications in Chapter 2, the following can be concluded:
1)TPC and TPA are not suitable for printing shoes with Fused deposition modeling process due to their relatively poor elasticity.
2)TPE is more diffcult to print compared to TPU and TPR.
3)In terms of price, TPC and TPA are relatively expensive, followed by TPE and TPU, while TPR is the cheapest.
further analysis shows that:
TPR, TPE, and TPU are suitable materials for shoe printing with Fused deposition modeling process. If considering cost and ease of use, TPR is the preferred material for printing shoes with Fused deposition modeling process. However, it is necessary to increase the strength and tear resistance of the printed parts through post-processing such as chemical treatment because TPR has weaker interlayer adhesion ability compared to TPU.
Considering wear resistance and durability, TPU and TPE can be chosen as materials for 3D printing of shoes using Fused deposition modeling process, and supports can be reduced in the design of shoe model.


5.2.2.Selection of Material Hardness
The selection of material hardness mainly involves the consideration of softness, elasticity, and printing diffculty of the material.
TPR material has a Shore Hardness of 0A - 100A, while TPU material has a Shore Hardness of 60A - 55D. The higher the hardness, the harder the material and the worse the flexibility, but the lower the printing diffculty. Comparison reveals that TPU85A or materials of higher rating are too hard for printing shoes. TPU80A is not flexible enough and has certain degree of printing diffculty. TPU65A is very flexible, but it's too diffcult to print.
TPR65A and TPU70A are suitable for printing shoes. TPR65A is prioritized as it is comparatively more readily available.


5.2.3.Selection of Filament Diameter
The selection of flament diameter is mainly based on the diffculty of flament manufacturing and printing.
Currently, flaments with a hardness below 80A are too soft, and if a 1.75 mm diameter is used, the manufacturing of the flament will be very diffcult, which greatly increases the requirements for the printer.
Therefore, a flament diameter of 2.85 mm is selected for TPR65A.
5.3.Slicing
Basic conditions: TPR65A flament, with a diameter of 2.85 mm; direct-drive sprite extruder nozzle diameter of 0.8 mm.
Based on the above conditions, the slicing parameters are set for model slicing.
5.3.1.Placement of the Model
After importing the model into the slicing software, the placement of the model shall be considered frst based on the principle of minimal support. It is preferable to place the model with the heel down and the toe up.
1) Maximum size of shoe model ≤ Z direction of printing device
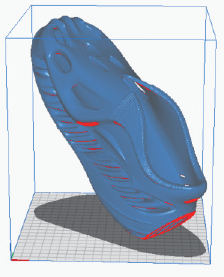
Select a single shoe model, import it into the slicing software, and place it with the heel facing downwards, as shown below.

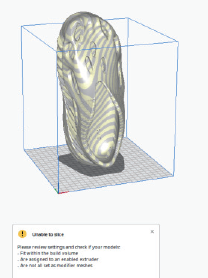
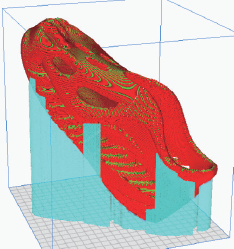
2)The maximum size of the shoe model > the maximum size in the Z-direction of the printing device Select a singular shoe model and import it into the slicing software. Whether oriented vertically or horizontally, the model will exceed the boundaries and change in color, making it un-sliceable by the software, as shown in figure 5.3-2. It is necessary to rotate the model by a certain angle along the X-axis and then by a certain angle along the Z-axis to ft the printing size of the device, as shown in figure 5.3-3.
5.3.2.Settings of Layer Height and Line Width
The main parameters suitable for printing the model are confrmed through slicing. The basic premise of the slicing is as follows:
Slicing software Cura5.2.1, improved sprite extruder, with a nozzle diameter of 0.8 mm and TPR65A flament with a diameter of 2.85 mm.
When selecting layer height, printing effciency is the frst consideration, followed by achieving the best possible print quality. Layer height is usually selected as a multiple of nozzle diameter, ranging from 0.2 to 0.8 times. During printing, the nozzle flow rate equals the printing speed times the layer height times the line width. The larger the flow rate, the shorter the printing time. The printing speed of flexible flament should not be too fast, thus optimizing layer height and line width is the only option. If the layer height is set too small, printing time will be too long.
The printing quality is divided into three levels: rough, normal, and fne, with layer heights of 0.48 mm, 0.4 mm, and 0.32 mm respectively, corresponding to 60%, 50%, and 40% of the nozzle diameter. The commonly used layer height setting is 0.4 mm.
5.3.3.Settings of Top and Bottom Layers, and Shell
This design primarily involves using flexible flament for shoe printing. In light of the durability of the shoe and the moderate wear resistance of TPR65A, we aim to increase the thickness of the shoe sole to minimize wear and tear. However, an overly thick sole can lead to reduced flexibility. After comprehensive consideration, the slicing thickness of bottom layer is set to 2mm, which means 5 layers. The top layer is also divided into 5 layers.
5.3.4.Infll Setting
for the infll, flling type and infll density are main factors to consider.
Shoes primarily bear forces from the human body and will experience certain forces in the X, Y, and Z directions. Therefore, 3D infll should be chosen. The suitable inflls include cube, tetrahedron, and spiral twenty-four-sided polyhedron. Cube is the preferred choice.
If the infll density is too high, the shoe will become hard, and the elasticity and comfort will decrease. If the infll density is too low, the strength is not enough. It is recommended to set the flling density to 20%.
5.3.5.Temperature Setting
The material setting mainly takes into account the temperature and flow rate related to the material. As described in Chapter 3.2, the optimal temperature is confrmed through temperature tower testing. Result analysis Result analysis mainly considers three aspects: degree of stringing, interlayer adhesion ability, and surface roughness.
Stringing: By analyzing the printed temperature tower, it was found that stringing is minimized when the temperature is set to 215℃ and 220℃.
(2)Interlayer adhesion: Insuffcient extrusion and cracking between layers occur at 200℃ and 195℃.
Surface roughness: Rougher surface and increased sagging and stringing are observed on the cone at temperatures of 230℃, 225℃, 205℃, and 210℃.
Considering the melting effciency of the flaments and reducing the risk of clogging, a higher temperature value of 220℃ is chosen.
In summary, the best printing temperature for TPR65A filament with a diameter of 2.85 mm and a nozzle diameter of 0.8 mm is 220℃.

2) Temperature of printing platform
flow rate
flow rate affects the amount of material extruded. If the flow rate is too low, cavities may appear in the printed object; if it is too high, the surface of the printed object may have uneven linear textures.
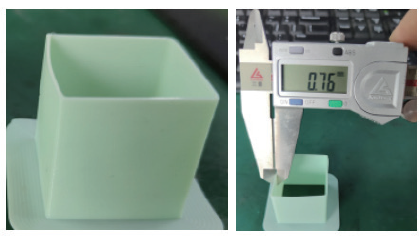
Print a hollow cube with a side length of 30 mm and a height of 30 mm, and a shell thickness of 0.8 mm. Measure the shell thickness after printing. Divide the theoretical shell thickness by the measured shell thickness to obtain the flow rate, which is calculated as 105% based on a measured shell thickness of 0.76 mm.
f=0.8/0.76*100%=105%
5.3.6.Speed Setting
Using flexible flament for shoe printing is the key focus of this design. A single shoe weighs between 200-300 g, and once support is added the entire shoe weighs around 400-500 g.
The speed range of the speed tower model is from 20-90 mm/s with increments of 10mm/s.
Result analysis Result analysis mainly considers interlayer adhesion, surface roughness, and effciency.
(1)Interlayer adhesion: When the speed exceeds 50 mm/s, there is insuffcient extrusion, resulting in cracking between layers.
(2)Surface roughness: At speeds above 50 mm/s, the surface roughness of the hemisphere is relatively high.
Efficiency: The higher the speed, the higher the effciency. The maximum speed taken within the allowable range is 40 mm/s.
In summary, the best printing speed for TPR65A filament with a diameter of 2.85 mm and a nozzle diameter of 0.8 mm is 40 mm/s.

5.3.7.Support Setting
When the overhang angle of a printed model exceeds that of support, supports need to be added.
To reduce waste caused by supports, support density can be selected as 10 - 15%.
To facilitate easy removal, zigzag support can be selected.
An additional layer of support wall can be added to increase support strength and avoid collapse during printing.
To reduce the flament loss of support contact surface, the density of support contact surface can be set to 60% - 80%..

6.Future
In the first stage of the plan, we mainly rely on TPR filament and flexible extruders, as well as footwear model research to develop shoe-related applications and products. This stage of the plan aims to establish a foundation to ensure that our products can meet the basic needs and expectations of users.
In the second stage of the plan, we will launch more application filaments such as TPE and TPU, and also release a dedicated 3D printer using flexible filaments. In addition, customized 3D printing application models will be developed for different materials and printing processes.
At this stage, we will further expand our product line and enhance customer satisfaction. In addition to TPR, we will also introduce filaments such as TPE and TPU to meet the needs of users for different materials. We will also launch a dedicated 3D printer with higher precision and stability, aimed at meeting print quality demands. furthermore, we will develop 3D printing application models compatible with these new materials to help users easily realize their designs and creativity.
In the third stage of the plan, we will improve the precision of flexible printing, explore different 3D printing technologies such as SLA, SLS, DLP, and gradually introduce more professional applications such as medical equipment, automotive parts, electronic products, etc.
During this period, we will continuously improve our technical capabilities and market competitiveness. We will further improve the accuracy and stability of flexible printing by adjusting printing parameters, improving design, optimizing material selection, etc. We will also explore other 3D printing technologies and attempt to apply them to the printing of flexible materials, in order to diversify our product offerings. In addition, we will actively collaborate with industry clients to develop and launch more professional applications to meet diverse market demands.
- 1.Application of Consumer-grade FFF Flexible Filament
- 2.Introduction to Flexible Printing Materials
- 2.1.Types of Materials
- 2.1.1.Classification Based on Whether the Elastomer Can Be Plasticized
- 2.1.2.Classification Based on the Filament Diameter
- 2.2.Material Characteristics and Application
- 2.2.1.Thermoplastic Rubber (TPR)
- 2.2.2.Thermoplastic Elastomer (TPE)
- 2.2.3.Thermoplastic Polyurethane (TPU)
- 2.2.4.Thermoplastic Copolyester (TPC)
- 2.2.5.Thermoplastic Copolyester (TPA)
- 3.Research on Slicing Parameters for Flexible Filaments (Yuan Ming)
- 3.1.Machine Setup
- 3.2.Temperature
- 3.3.Speed
- 3.4.Lattice (Infill Pattern)
- 3.4.1.Introduction to Infill Pattern
- 3.4.2.The Impact of Infill Patterns on 3D Printing Models
- 3.4.3.Selection of Infill Patterns for Printing with Flexible Filaments
- 4.Selection of Extruder
- 4.1.Characteristics of Flexible Extruder
- 4.2.Introduction to the 2.85mm Flexible Sprite Extruder
- 4.2.1.1.Characteristics of the Extruder:
- 4.2.1.2.Technology Used:
- 4.2.1.3.Compatible Printers:
- 5.Case Study on the Application of Flexible Filaments - Shoes
- 5.1.Selection of Printers
- 5.2.Selection of Material
- 5.2.1.Selection of Material Type
- 5.2.2.Selection of Material Hardness
- 5.2.3.Selection of Filament Diameter
- 5.3.Slicing
- 5.3.1.Placement of the Model
- 5.3.2.Settings of Layer Height and Line Width
- 5.3.3.Settings of Top and Bottom Layers, and Shell
- 5.3.4.Infill Setting
- 5.3.5.Temperature Setting
- 5.3.6.Speed Setting
- 5.3.7.Support Setting
- 6.Future