






In den meisten Fällen bleiben nach dem Druck viele Filamente auf dem 3D-Modell zurück, was als 3D-Druck-Fadenbildung bezeichnet wird.
Dies wird dadurch verursacht, dass die Filamente von der Düse herunterhängen, wenn sie sich zu einer neuen Position bewegt.
Die beste Methode zur Lösung des Fadenproblems ist das Zurückziehen.
Beim Starten des Rückzugs wird der Bereich des Extruders, in dem das Modell gedruckt wird, zurückgezogen, und beim erneuten Drucken werden die Filamente wieder in die Düse geschoben und von oben aus der Düse extrudiert.
Wenn Sie sich vergewissern möchten, dass der Rückzug eingeschaltet ist oder nicht, können Sie dies in den Maschineneinstellungen überprüfen.
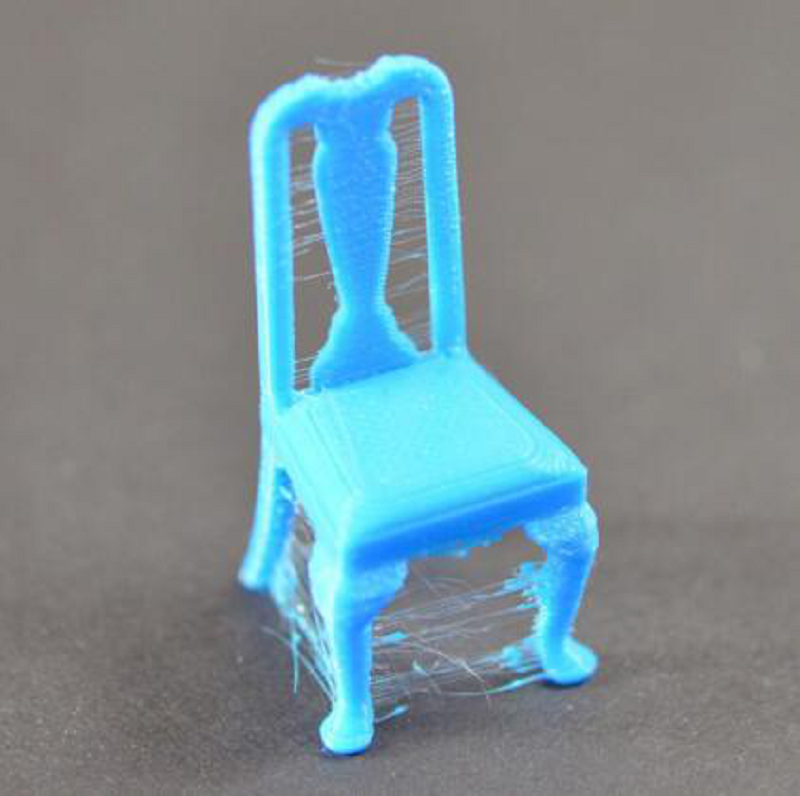
(3D-Druck-Fadenbildung)
Die wichtigste Einstellung ist der Rückzugsabstand für den Rückzug. Er bestimmt, wie viele Filamente von der Düse zurückgezogen werden.
Im Allgemeinen gilt: Je mehr Filamente von der Düse zurückgezogen werden, desto geringer ist die Wahrscheinlichkeit, dass die Düse hängt, wenn sie sich bewegt. Die normale Rückzugslänge liegt zwischen 6 mm und 10 mm und hängt auch von den Eigenschaften der Fäden ab.
Die Rückzugsgeschwindigkeit ist eine weitere damit verbundene Einstellung
Sie bestimmt, wie schnell oder langsam die Filamente aus der Düse zurückgezogen werden. Ist der Rückzug zu langsam, hängen die Filamente s von der Düse herab und beginnen somit auszufließen, bevor sie eine neue Position erreichen.
Wenn der Rückzug zu schnell ist
Die Filamente können von den Filamenten in der Düse getrennt werden, oder die schnelle Drehung des Antriebsrads kann sogar den Oberflächenteil der Filamente abschaben.
Der Wert zwischen 3600mm und 6000mm/min (60-100mm/s) ist ein idealer Bereich, wobei zu beachten ist, dass der tatsächliche Betrieb je nach verwendetem Material bestimmt werden muss, so dass diese angemessene Geschwindigkeit durch ständige Tests bestätigt werden muss.
Die Temperatur ist zu hoch
Außer der Rückzugsgeschwindigkeit ist die Extrudertemperatur der nächste häufige Faktor, der Probleme beim Ziehen verursacht. Die normale PLA-Drucktemperatur liegt zwischen 190°C und 210°C. Wenn die Temperatur zu hoch eingestellt ist, werden die Filamente in der Düse sehr klebrig und fließen dann leichter aus der Düse.
Wenn die Temperatur zu niedrig eingestellt ist, bleiben die Filamente steifer und lassen sich schwerer aus der Düse extrudieren. Wenn Sie das Gefühl haben, dass die Einstellung der Rückpumpgeschwindigkeit in Ordnung ist, Sie aber trotzdem ein Ziehen feststellen, versuchen Sie, die Extrudertemperatur um 5°C - 10°C zu senken, was sich spürbar auf die endgültige Druckqualität auswirken kann.
Die Bewegungsstrecke ist zu lang
Neben den oben genannten Faktoren gibt es noch einen weiteren Grund, der zu einem Ziehen führen kann, nämlich eine zu lange Bewegungsstrecke.
Kurzstreckenbewegungen sind schnell genug, damit die Filamente keine Zeit haben, aus der Düse zu fließen, aber Langstreckenbewegungen können zu einem Ziehen führen.
Es gibt keine Möglichkeit, dies in Cura durch die Einstellung von Parametern zu verbessern, sondern nur durch eine Kombination der oben genannten Faktoren, um zu versuchen, diese Situation zu vermeiden.